
OPTICAL AND OPHTHALMIC PROCESS
DHPS® systems for bubble and cord-free glass
Optical and ophthalmic glass is required to meet the highest quality requirements, but maximum purity cannot be achieved without the application of platinum in the melting process.
 Platinum is also used for electrodes and for heated glass feeders used in the production of other types of glass.
Platinum is also used for electrodes and for heated glass feeders used in the production of other types of glass.
Glass feeder technology in a modern and quality-conscious glass manufacturing plant, to an increasing degree, is determined by the application of platinum.
Using a platinum feeder based on the DHPS® heating concept, the investment retains its values for decades.
It does not have to be scrapped after a few years as it is in the case with the refractory material.
By choosing platinum, in addition to increasing the technology standard, a capital investment visible as assets in the company yearly balance is been created.
Histrory of production of optical glass
For many years, optical glass has been produced in ceramic pots, but this method has now been superseded in modern plants for the manufacture of optical glass, as it was found to be impossible to produce a satisfactory glass quality within such furnaces. However, a brief review is devoted here to glass production in ceramic pots before the more modern melting process is discussed.
 |
|
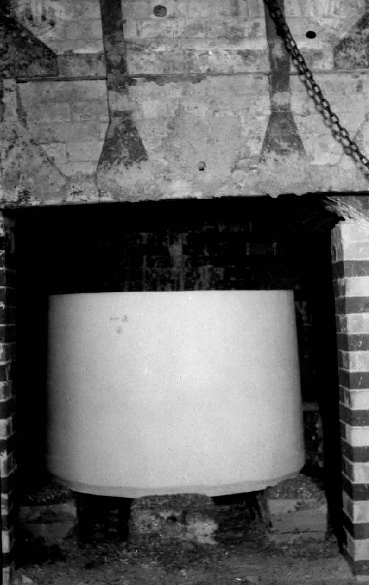
Ceramic pot for optical glass production
|
Traditionally, glass technologists describe as a ‘pot’ the fireclay vessel within which the raw materials for glassmaking are melted down. Before 1950 much effort was made to improve the refractory material, as this has significant influence on the glass produced. The chemical compositions of the pots are selected in such a manner that even if the refractory material should go into solution due to the attack by the glass raw materials, a glass of specific usefulness would still result.
The manufacture of optical glass by means of open pots usually required 24 hours from the first feed of the raw materials to casting, rolling or cooling. From the melting point of view the melting phases with the pot furnace operation occur in sequence. Most optical glasses are melted in pots at temperatures between 1400 deg C and 1430 deg C, the materials being fed into the pot at time intervals of approximately eight hours until the pot is fully charged with melt. Refining requires approximately four to eight hours, the remainder of the 24 hour period being used for the gradual temperature reduction of the melt until it reaches the viscosity that is desired for the stirring operation.
The glass was then required to be agitated for several hours by means of a fireclay stirrer, held by means of a water-cooled rod, until complete homogeneity was achieved. Towards the end of the stirring operation, viscosity became sufficiently high, so that the pot could be removed from the furnace by means of pot tongs, left to settle and then the contents discharged. The red hot glass was then poured into an iron mould, cooling being effected inside a special furnace. Following the cooling process, which could last up to four weeks, the glass ingot was removed form the mould and subjected to further treatment. Prior to any further treatment, two opposing surfaces were ground, polished and then subjected to test procedures.
Until 1930, the most common optical glasses could be subdivided into the following four main groups (all below mentioned percentages are approximate):
Since the 1930s new optical glasses have been developed by the use of oxides of rare elements such as lanthanum, thorium, tantalum or tellurium.
These are:
These glasses melts with a very low viscosity, a tendency towards crystallisation and with relatively low glass qualities forced a change from ceramic to other types of pots.
PGM Platinum Group Metals in the glass industry
In old times, Gold was used as a crucible material for the melting of tellurium glasses. Today commercial-purity platinum, without any specific additions, is being used for all optical glasses; and where highest purity is required, optical glasses are melted in pure platinum.
Platinum and its alloys have become an important resource for the production of a long list of glassware, ranging from the cheapest glass bottle to highly developed optical glasses and from glass fibres to TFT Motherglass substrates.
The first relation between platinum and the art of glassmaking dates back to the year 1829. Michael Faraday reported to the Royal Society in his Baker lecture that he had succeeded in producing a number of new optical glasses of extraordinary purity, when he melted them down in a spoon of ‘platina’.
 |
|
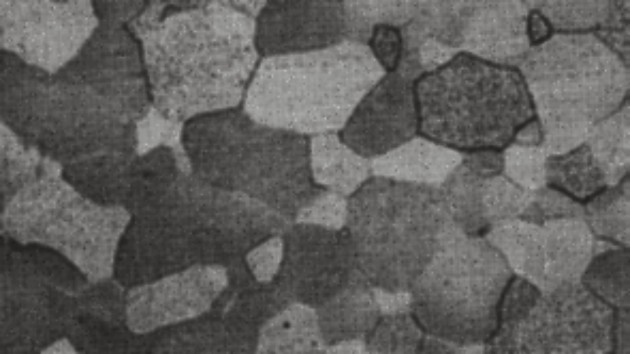
Grain structure of Pt/Rh alloy |
Platinum and its alloys have now become very valuable to the glass industry because of their properties including: High melting point; extraordinary resistance to scaling; indissolubility in molten glass; and the fact that platinum with consistency of properties can be produced. Although rare metals mean high investment costs, the industry is changing over to platinum units because of economic reasons: the glass produced is purer and quality is higher, therefore the products can be sold at a higher price. Yield loss is reduced due to less refractory corrosion material in the product, higher thermal homogeneity and therefore less faulty products. Yield rates of up to 90% are common with the use of PGM.
Platinum and rhodium form a continuous chain of mixed grains. Their liquidus point rises continuously from the softening point of platinum (1769 C°) to that of rhodium (1963 C°). The tensile strength increases with increasing rhodium content and the same applies to the creep resistance.
In applications for which pure platinum is considered too soft, alloys based on oxide strengthen material (ODS) have been successfully installed. The following table shows a selection of specifications of Pt, Pt alloys and Pt ODS material..
|
|
unit |
Pt 100 |
Pt / Rh 20 |
Pt / Rh 40 |
Pt ODS |
|
Melting point |
°C |
2041 |
2173 |
2226 |
2042 |
|
Density |
gcm-3 |
21.45 |
18.65 |
16.6 |
21.38 |
|
Electrical resistivity @room temperature |
mWcm |
10.3 |
20.8 |
17.5 |
11.12 |
|
Annealed Hardness |
Hv |
49 |
116 |
115-150 |
60 |
|
Maximum operation temperature |
°C |
1200 |
1650 |
1700 |
1500 |
Specifications of Pt and Pt alloys
Platinum and its alloys are ductile and can be considered to be relatively easy to weld, if welding experience has been obtained. Many components may be plated or coated with a thin platinum layer in order to protect the basic material from corrosion by the glass melt. Thus stirrers and furnaces of 1 – 3 meters in diameter, for example, can be covered by platinum foil. Naturally it is essential that sufficient experience is applied when platinum is used as a material of construction.
EGLASS Group has filed a number of Patents relative to this special platinum application, for instance:
As mentioned briefly earlier, it was always found to be difficult to produce satisfactory optical glasses in a pot. Regardless of temperature, barium crown glasses, for instance, always tended to show an extraordinary high content of bubbles and cords (or streaks, 'striata'). It was not unusual for these types of glasses to dissolve 1%-2% of the pot within 24 hours.
Following the Second World War, progress in the production of optical glasses resulted in quality concepts being upgraded and it was found that ceramic furnaces made from cast material, platinum furnaces and platinum feeders did not show the disadvantage often described as pertaining to ceramic pots.
The use of PGM in continous optical glass manufacturing
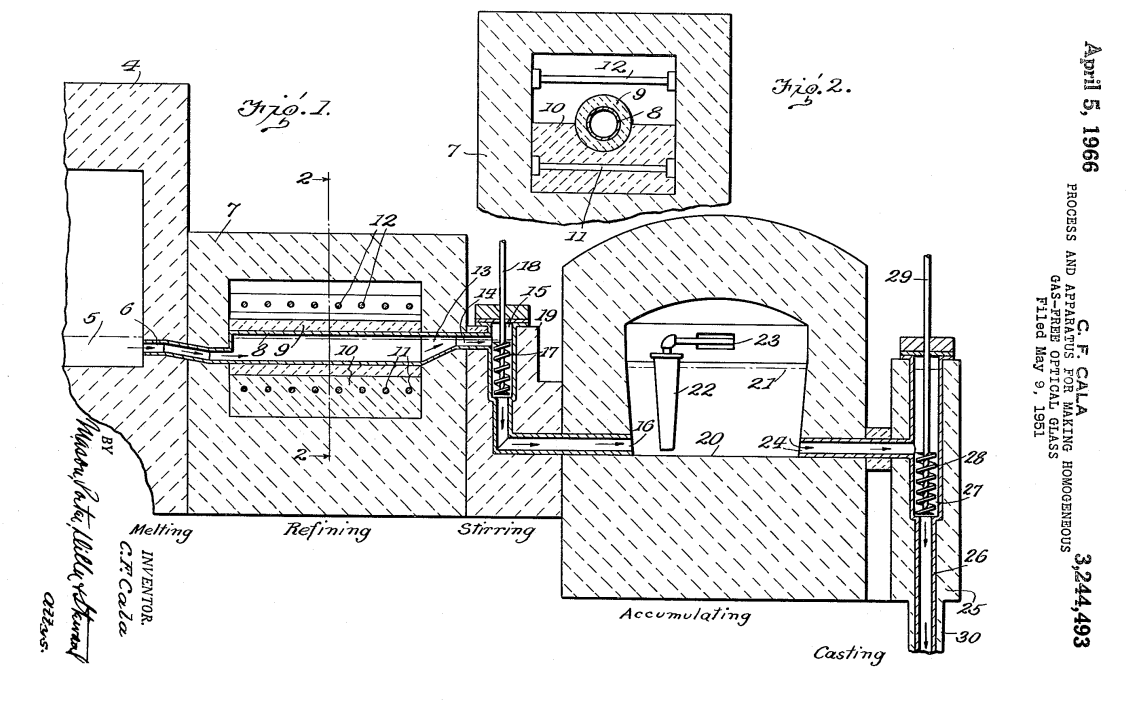
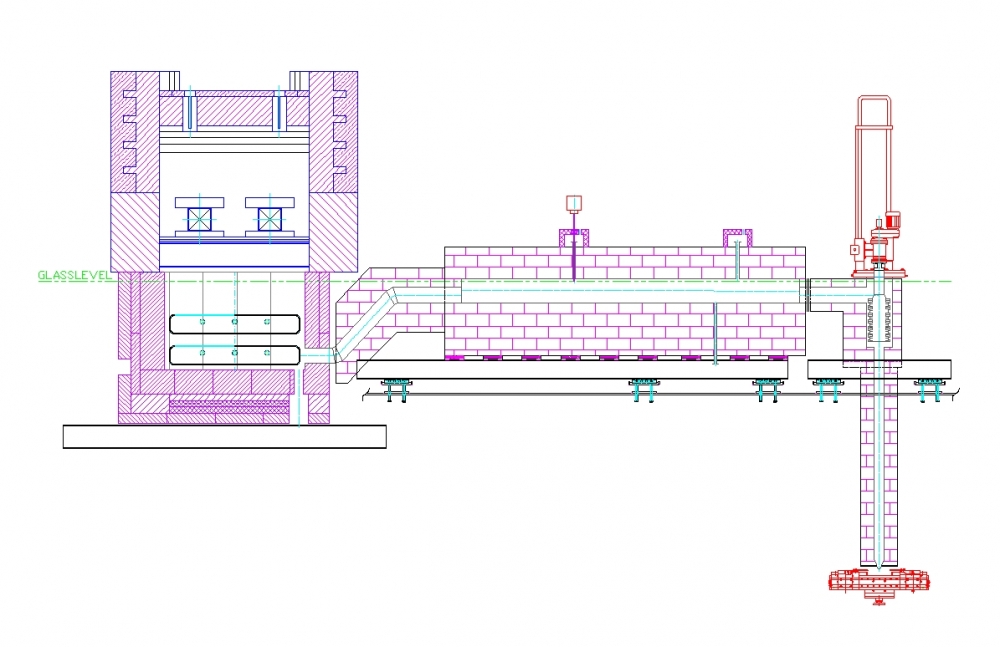
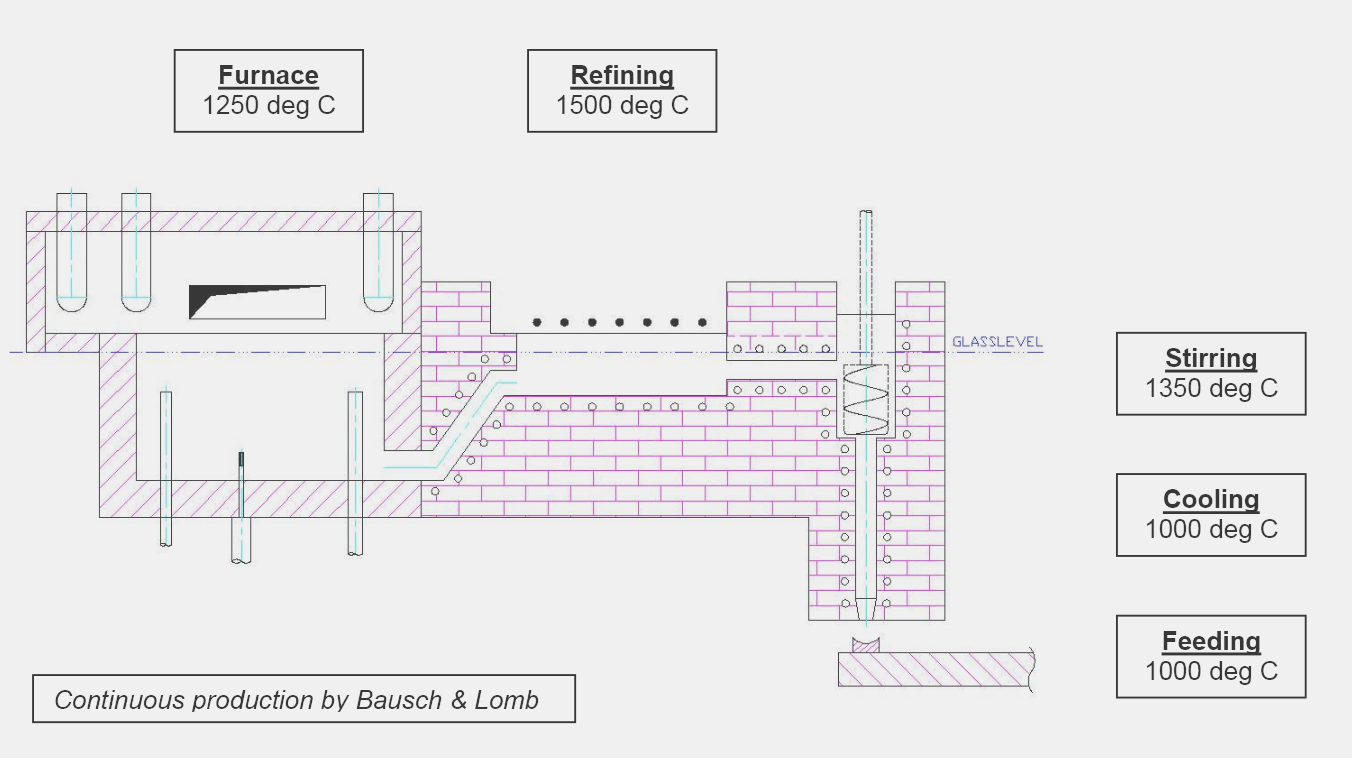
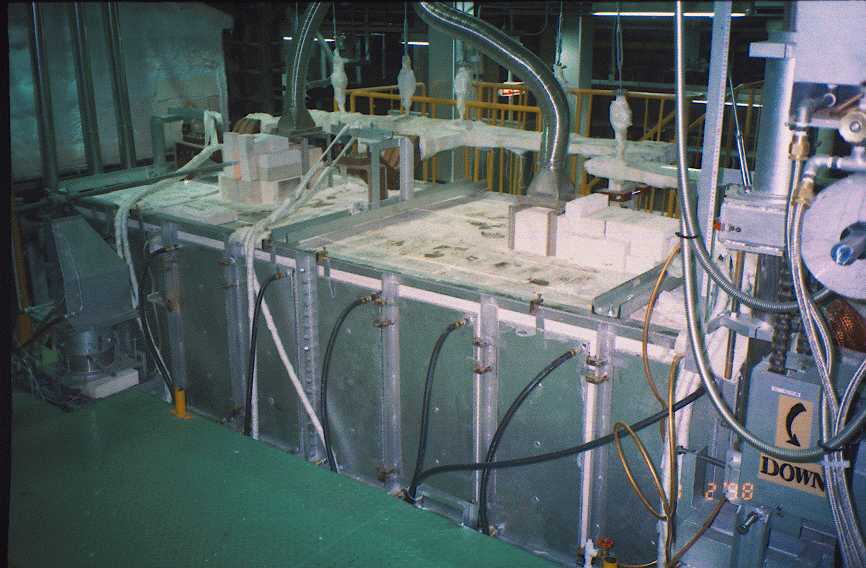
The first successful ceramic furnace for the production of optical glasses was put into service by Bausch & Lomb in 1948. They patented the process in 1966.
The furnace installed by Bausch & Lomb used a mixed fuel heating system (combined gas and electricity), whereby the glass itself was used as an electrical resistance.
The raw materials were melted down in chambers that were made from cast refractory material and refining and homogenising were carried out in indirect heated platinum compartments.
Since it is known that certain flint and boron crown glasses melt at temperatures of 1000 C° – 1250 C°, subsequent refining can be carried out at higher temperatures and this practice appeared to offer a sensible solution.
Later research revealed a reduction of the corrosion rate index from 3.5 at 1500 C° to 0.2 at 1200 C°. The corrosion rate is a function of the boundary layer temperature.
Therefore, the corrosion of a furnace made from corundum (zirconium oxide), which is operated at a maximum temperature of 1250 C°, is reduced considerably. The life of these furnaces, in fact, increases by a factor of 2-3.
Thyristors or transductors can be used as power control elements for direct electrical heating of platinum tubes.
 |
|
DHPS® Refiner in optical glass production |
For automatic operation, the temperature of the entire feeder can be supported by PLC (hard or soft). The actual temperature is measured by means of thermocouples, arranged at geometrically suitable positions along the platinum tube. The PLC will monitor and/or control all measured information by HMI. The integration into the company intranet is possible. The investment costs necessary for a direct method for direct heating of the platinum feeders must be considered as rate can be adjusted for the article to be manufactured.
 |
|
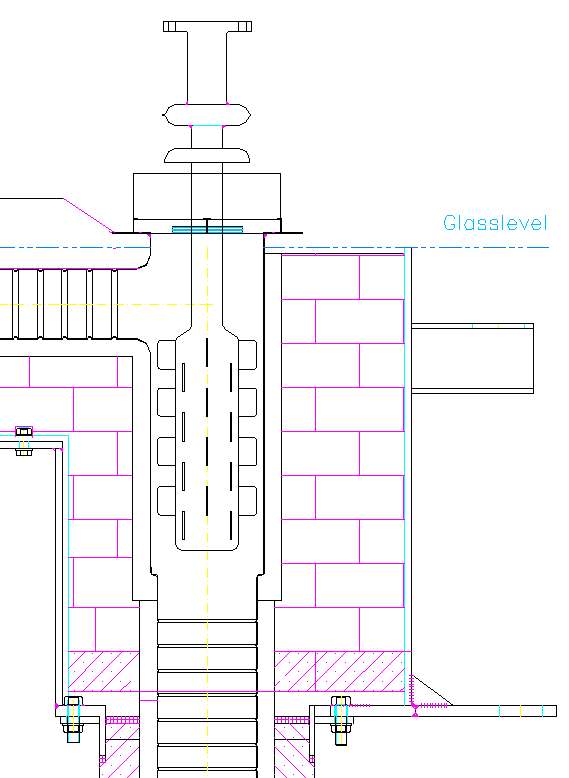
DHPS® Stirrer cell and Stirrer |
As described initially, the glass is subjected to a homogenisation process after it leaves the refining cell. The glass melt runs into a heated platinum stirrer cell and is subjected to shear forces due to local velocity differentials at as many positions within the platinum stirrer cell as possible. If all the mixed material enters this zone of maximum shear forces, a glass is produced that is free from cords and is temperature homogeneous. It is important that the coherence of the downwards directed glass flow is disrupted and is well stirred. The glass may be under the influence of this intensive mixing operation for a duration of 15 minutes to 30 minutes in the case of optical glasses, and 5~10 minutes in case of ophthalmic glasses.
A number of Patents have been published relating to the homogenisation of glass. Occasionally, reference is made to the stirrer (helical stirrer) rotating at a speed of 50rpm-150rpm. This method of glass stirring does not make sense. It is much more important to ensure that the gap between the stirred centre and the platinum wall is kept very small. Only then is it possible to ensure that every glass particle is subjected to the intensive mixing operation.
After the glass has been mixed thoroughly, it is moved towards the cooling stage. The glass column above the direct heated orifice is set at 1.0m-3.0m on order that as small as possible orifice diameter and high output rate of the plant can be obtained. It follows from Hagen-Poiseull’s equation that a high glass column above the orifice – and, therefore, a high hydrostatic pressure – effects a high through rate and hence a plant of high efficiency.
 |
|
DHPS® Orifice |
As with the standard platinum feeder, the orifice can be made interchangeable, so that the required throughout rate can be adjusted for the article to be manufactured.
Optical melting plant can produce round (laser glasses) or square-section rods that are directly extruded from the orifice. Glass gobs of several grams can be formed into round or prismatic shapes by means of presses. Furthermore, ingots, telescope mirrors and any other required shapes can be manufactured. The plant described here is very efficient and glass types can be changed over within a few hours, thus special glass compositions can be produced without difficulty.
The plant is also of interest for the manufacture of ‘glassy metals’, for example with a composition of FE80 B20. The transfer of metals into the glassy state was discovered in 1960 by Klement, Willens and Duwez. This product is of great interest because of its mechanical strength and other outstanding properties.
For the production of these glasses, it is necessary for the melt to be of optical quality; this is only possible in platinum plant with a direct electrical heating system.
The use of platinum electrodes, in a mixed fuel heating system, is also feasible for the manufacture of lead glasses in conventional cold-top melting plant. For increased glass quality, the melting down operation at low temperatures should be carried out in a ceramic furnace, followed by a refining step in a refining chamber.
Naturally, it is also possible that modules of the DHPS® system described here may be used separately. It is important that the direct method of electrical heating of the platinum tube is applied here. The exact temperature control of the feeder and the high temperature consistency of the glass, in conjunction with the consistency in weight of the glass articles produced, make sense of the application of a DHPS® platinum feeder.
Summary
The today’s trends of many glass manufacturing plants are to improve production of continuous and automated processes by the use of PGM.
Advantages of the described DHPS® platinum system are:
• Glass without ‘Schlieren’ (‘cords, striae’)
• Bubbles, seeds contents guaranteed less than 0.3 pcs/kg glass
• much reduced energy costs
• no evaporation of glass constituents (boric acid, lead, sodium)
• no temperature gradient within the melt
• shutdown of the plant without any problems (e.g. over weekends).
With the application of platinum, the investment value is preserved – and that for decades to come. Once an investment has been made, it does not become scrap a few years later, as happens with ceramic materials. The application of platinum means, in effect, that a capital investment has been made.
Calculations show that investment in a platinum feeder is far less costly than production losses due to interruptions and glass of low quality. In addition, a platinum feeder produces a gob that has a high consistency relative to its weight, which is a prerequisite for many glass articles. A further advantage is the low energy requirement of the platinum feeder. There is a return on the additional expenditure by the achieved savings of energy.
Eglass Group is the leading company in the platinum technology for the glass industry. The company has supplied to most of the big glass manufacturers world wide. Today more as 60 DHPS® installation in over 13 countries has been installed.
